Le pliage et une méthode de tôlerie qui s’applique aux métaux en feuilles. Elle consiste à former un angle sur une feuille métallique.
Le principe :
Pour former cet angle on utilise une presse plieuse. Cette machine vient appliquée une force verticale avec un poinçon. Le poinçon est un élément dont le profilé de contact est de forme variable. Cette force verticale s’applique sur une feuille installée horizontalement sur la plieuse.
Sur la plieuse le poinçon, dit : « contre vé » est un segment dont la ligne de contact s’enfonce sur un profil concave en V appelé « matrice vé » (voir figure 1). La pression exercée par le poinçon déforme la feuille qui va former un angle entre deux plans. Pour faire varier l’angle le poinçon descend plus ou moins dans le profil concave en V.
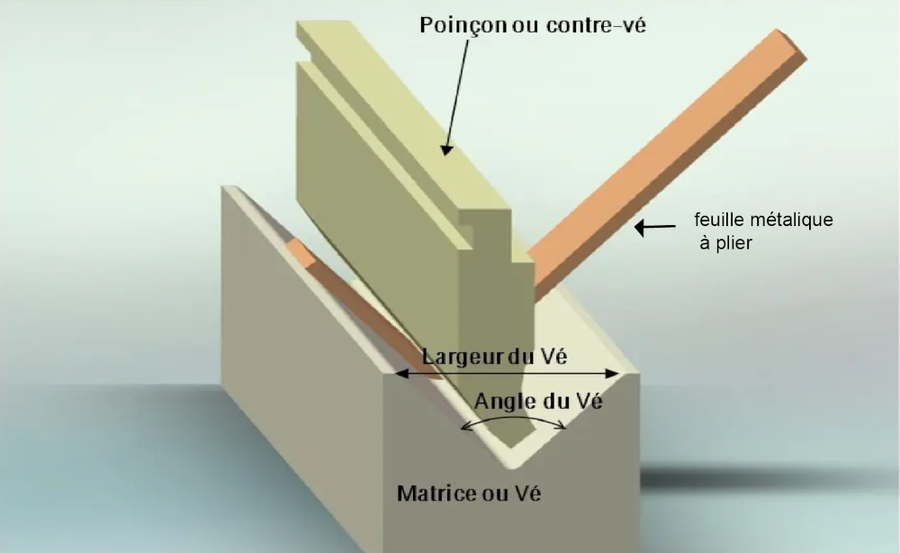
Figure 1 : schéma d’une presse plieuse en l’air. Source : modifiée d’après : https://fullmetaltechno.wordpress.com/2012/08/13/pliage-de-toles-vision-des-differents-procedes/
Le principe du poinçon sur feuille métallique est proche de celui d’écrit pour le découpage - emboutissage toute fois on parle de découpage emboutissage quand l’extrémité du poinçon est tranchant et découpe une forme sur une feuille. Si le poinçon déforme mais ne découpe pas on parle d’emboutissage et permet de réaliser une forme de casserole par exemple.
Les technologies du pliage :
Sur une presse plieuse utilisant la technique « presse en l’air » (figure 1), la feuille métallique a une élasticité qui va avoir tendance à ré-ouvrir l’angle une fois le poinçon retirer. Il faut donc appliquer à la feuille un angle plus petit que celui désiré de 2 à 3 %. Par exemple plié à 88° pour obtenir un angle droit à 90°. L’opérateur de pliage procède à des essais pour connaitre la réaction de son matériau avant de travailler pour obtenir des angles précis.
Sur une presse plieuse utilisant la technique de « pliage en frappe » (figure 2) on obtient des angles plus précis +-0.5° mais cela nécessite une pression plus forte et donc une énergie beaucoup plus importante. Le pliage en frape forme la feuille à l’exact forme du vé en amenant la feuille au fond de la matrice et en exerçant une pression additionnelle pour supprimé toute élasticité et tout retour de la feuille métallique.
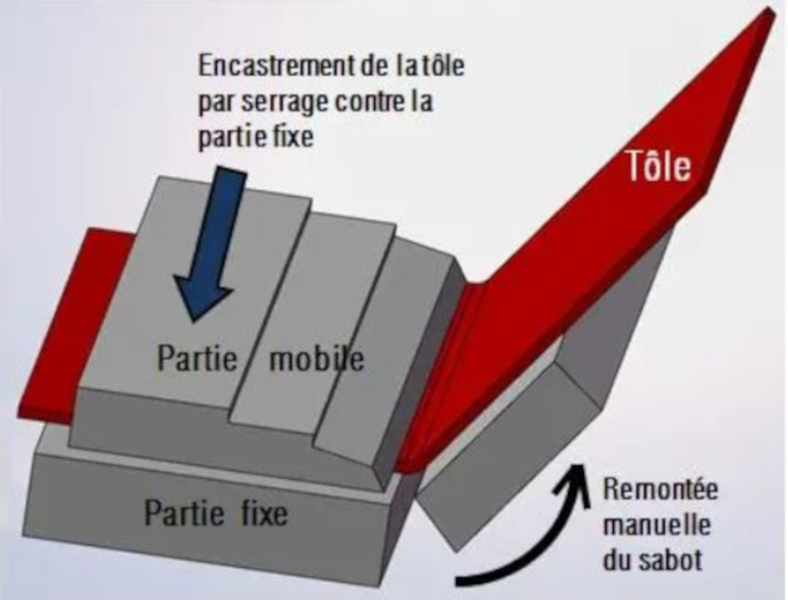
Figure 2 : schéma d’une presse plieuse en frappe. Source : https://fullmetaltechno.wordpress.com/2012/08/13/pliage-de-toles-vision-des-differents-procedes/
Comme l’illustre la figure 2 on ne constate que la mécanique du pliage en frappe est très différente de celle du pliage en l’air.
Les contraintes mécaniques :
L’épaisseur de la feuille ainsi que sa longueur du pliage va faire varier la force exercée par le poinçon pour obtenir l’angle voulu. Le sens de laminage de la feuille lors de sa fabrication va aussi être important. En effet l’élasticité du métal sera plus importante si on pli la feuille perpendiculairement au sens de laminage, on parle de retour élastique.
Les usages :
La technique du pliage en frappe est beaucoup moins rependue que celle du pliage en l’air à cause de sa consommation d’énergie, beaucoup plus important pour pouvoir appliquer une pression qui dépasse le retour élastique de la tôle travaillée.
Annonces Associées
- Ref: 51
 Ardèche
ArdècheDécoupe plasma tube
Découpe
max longeur max 16m et section en fonction du profilé - Ref: 33Drôme
Modelage traditionnel
Modelage, modèles et moules
max 500kg et 6m de long